





































Discuss Your Brazing Application

Replace the Torch With Induction
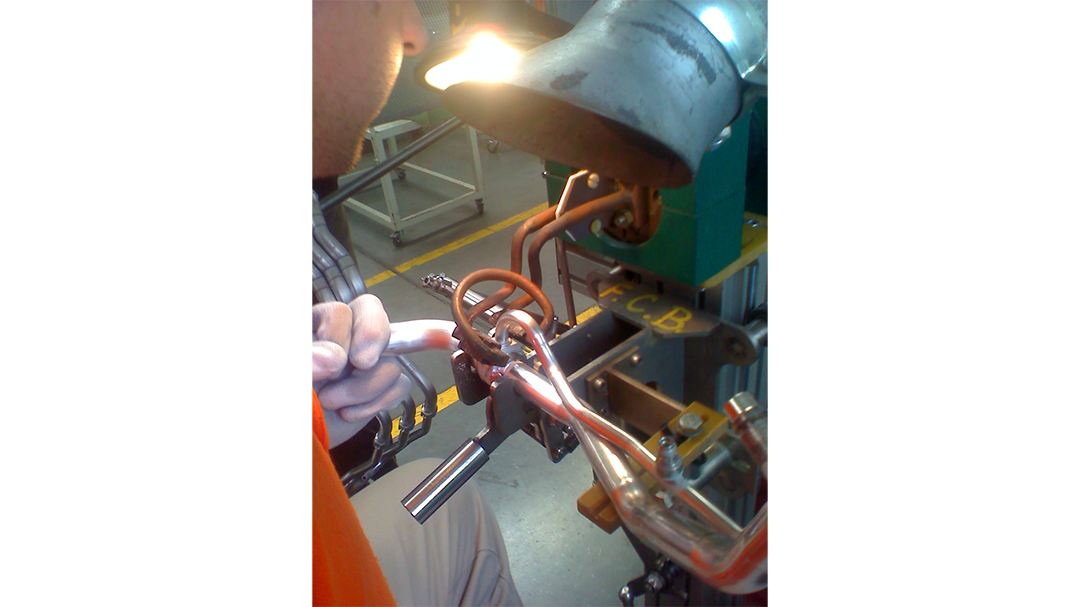
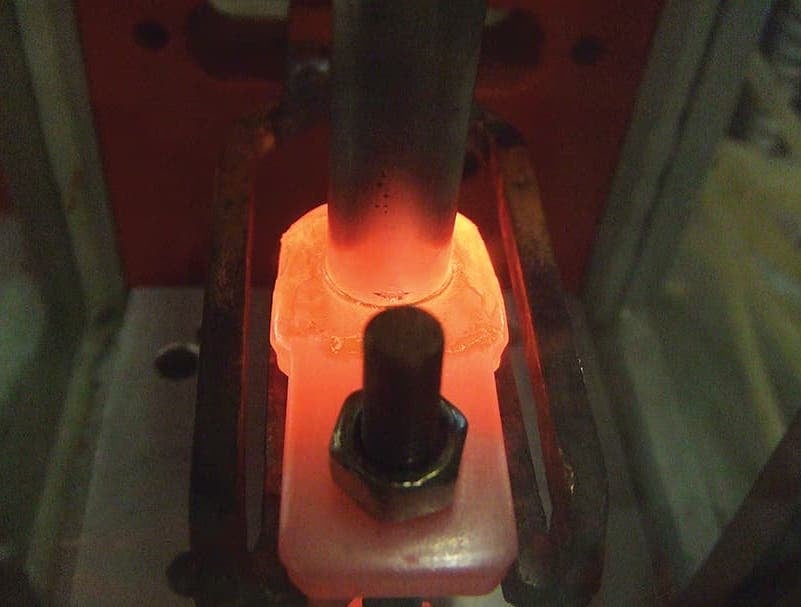
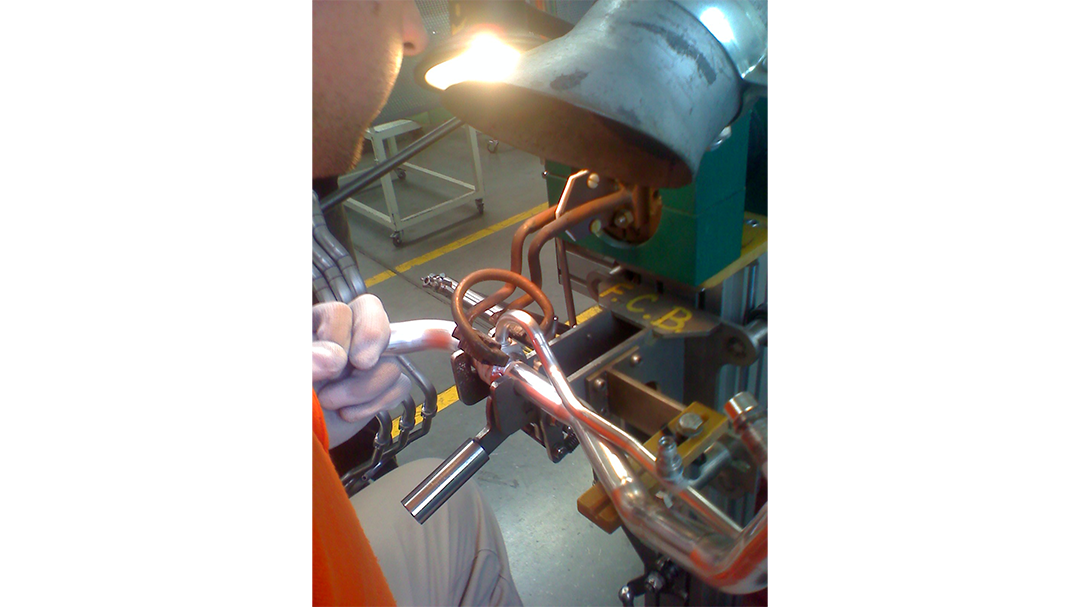
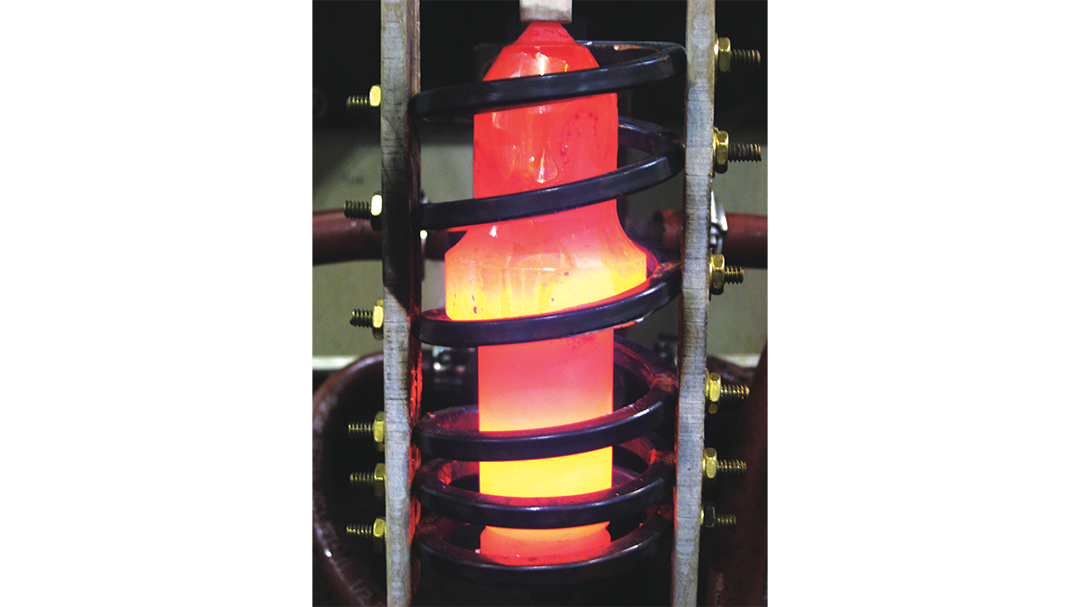
Many companies are making the switch from torch heating to induction brazing. Why? The main reasons are speed, safety, and repeatability. Induction provides a rapid, exact heat, meaning you can increase production and repeat the process over and over with the same even, predictable results with no open flame. The localized heating means less energy and better heat transfer to the area you need it, without heating other areas of the part.
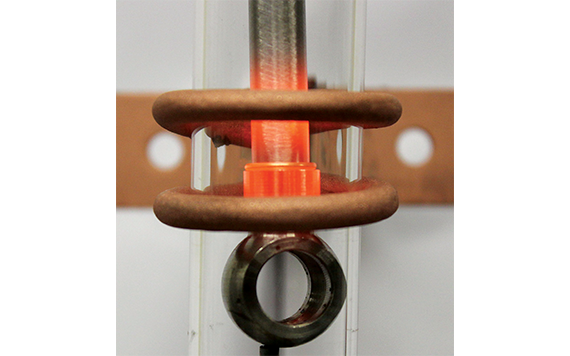
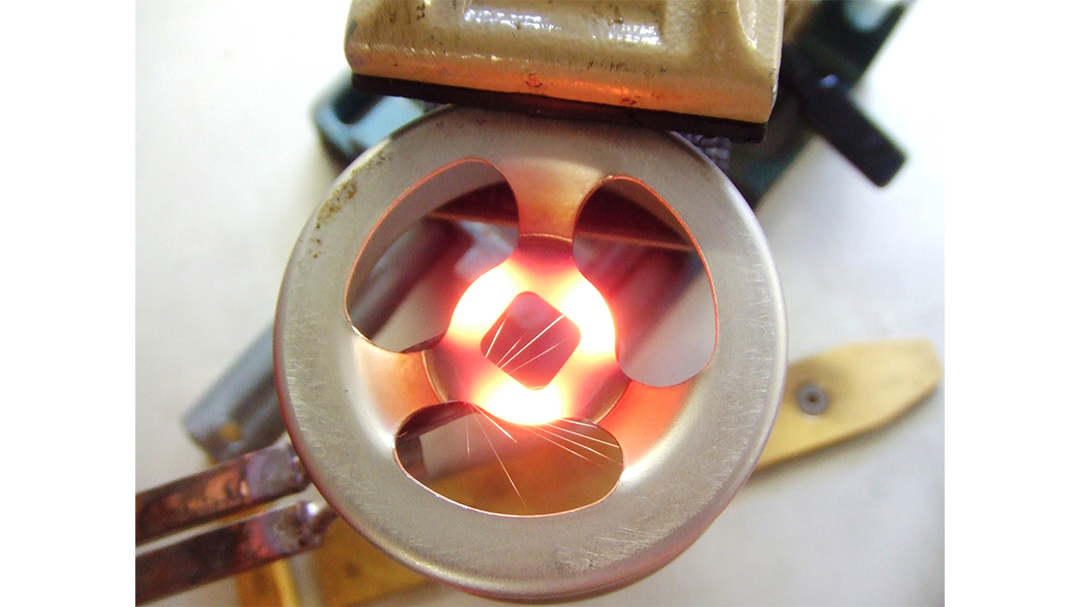
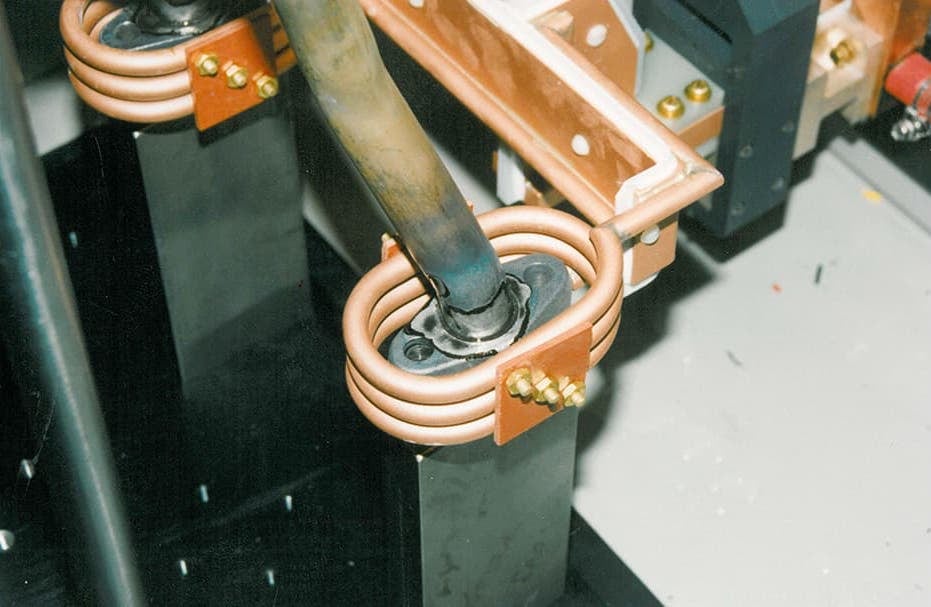
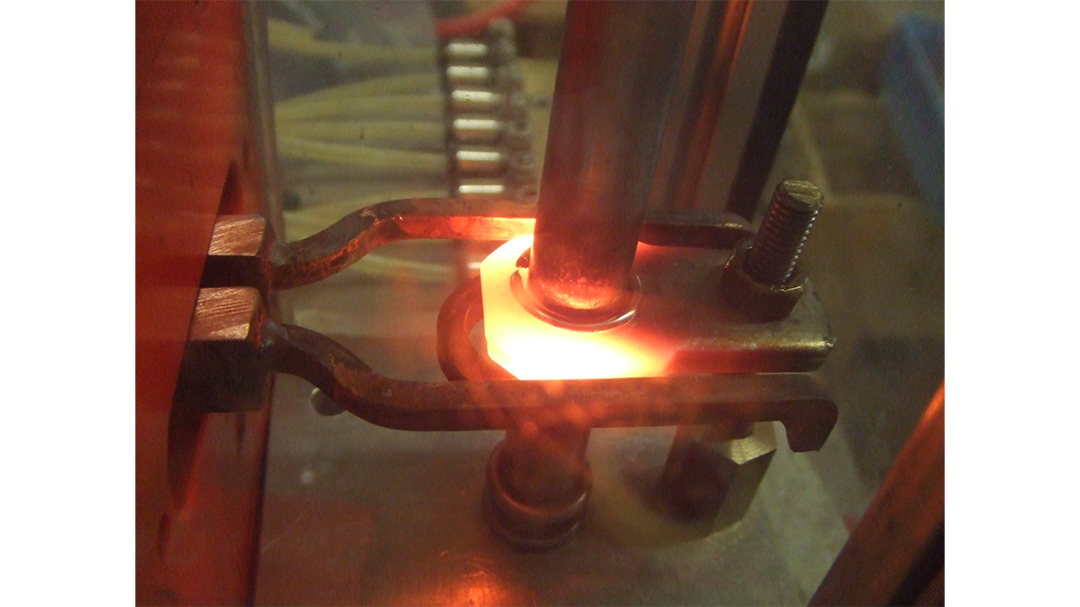
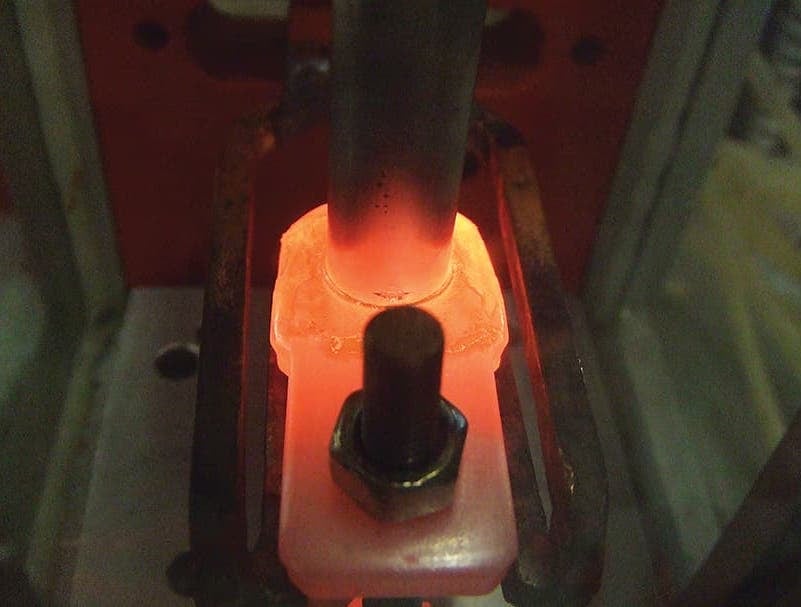
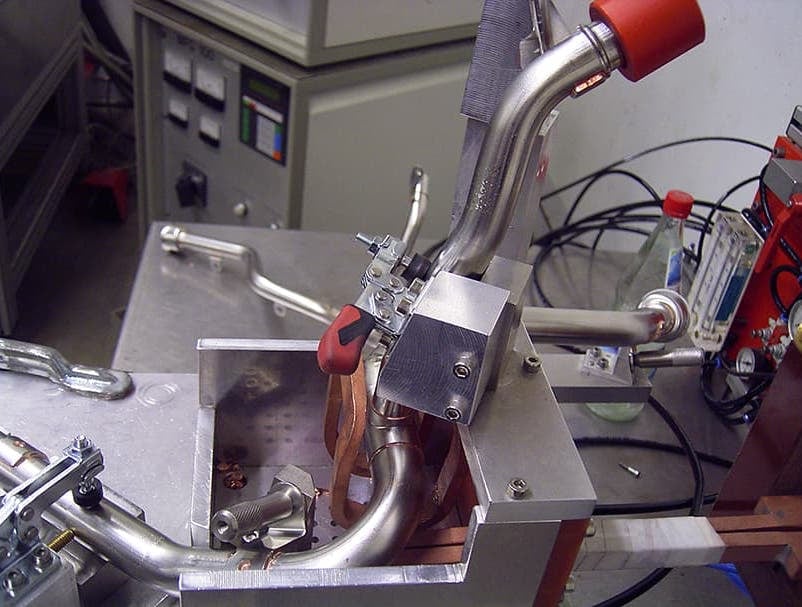
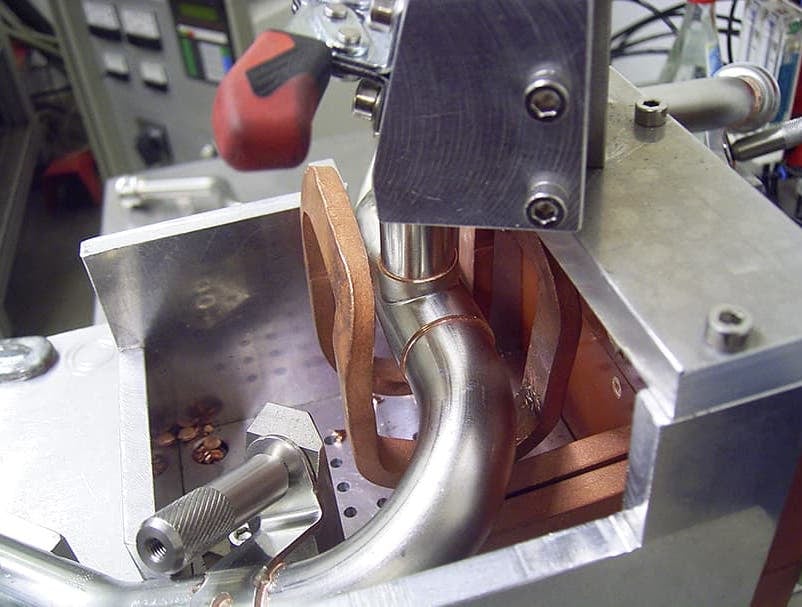
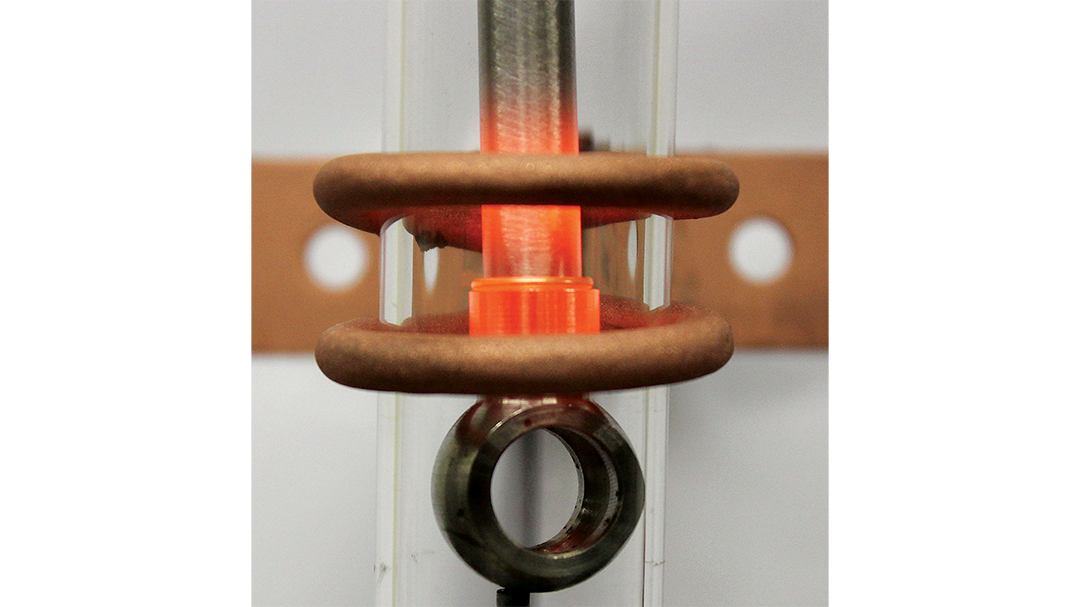
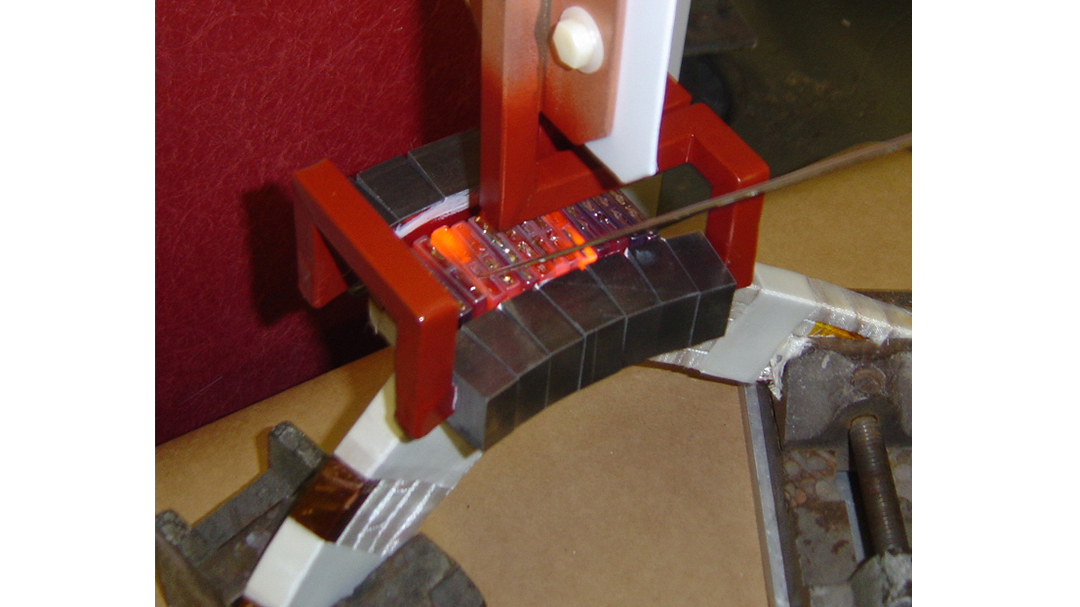
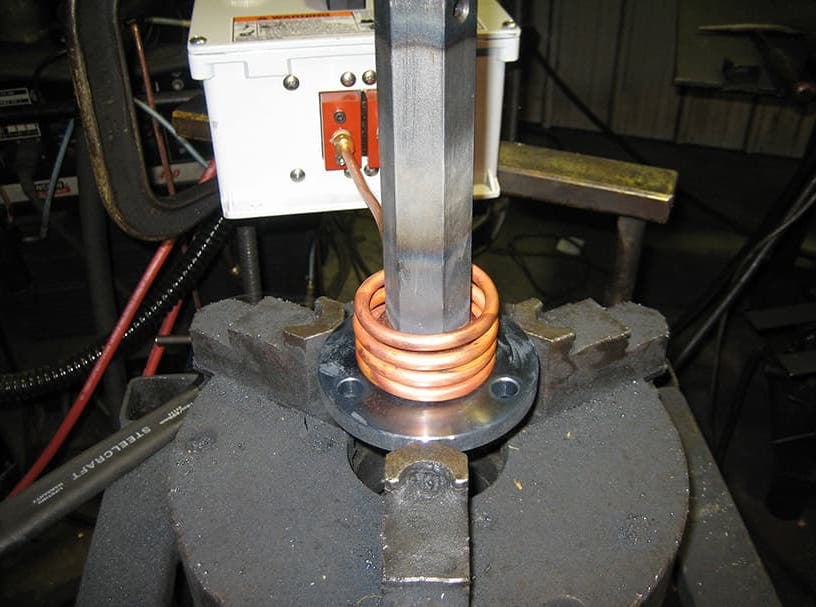
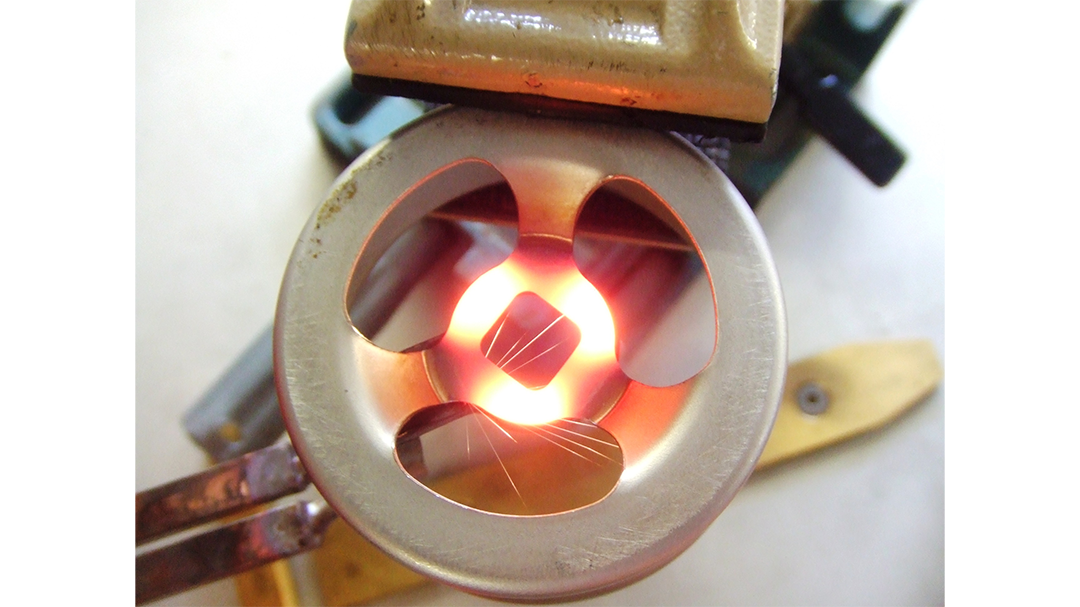
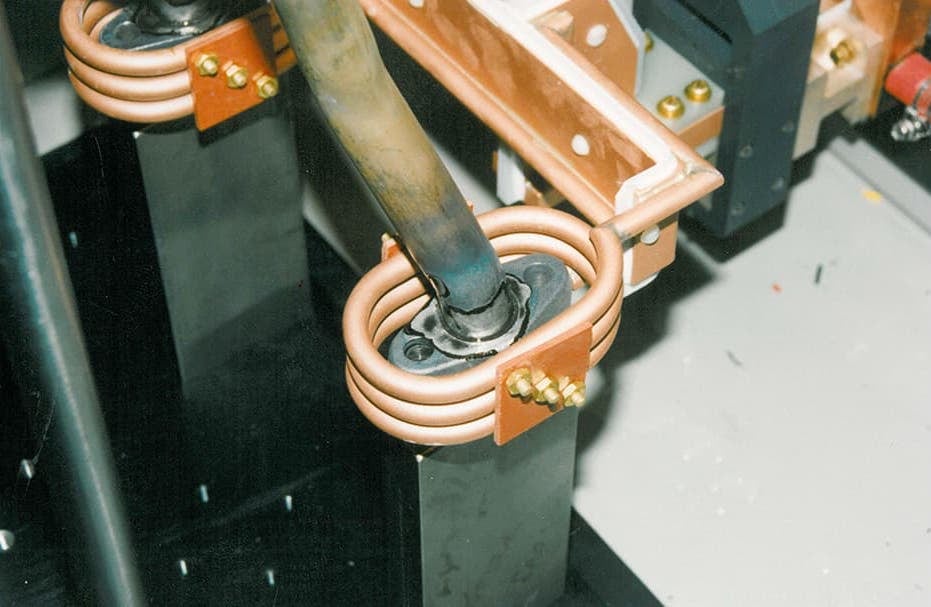
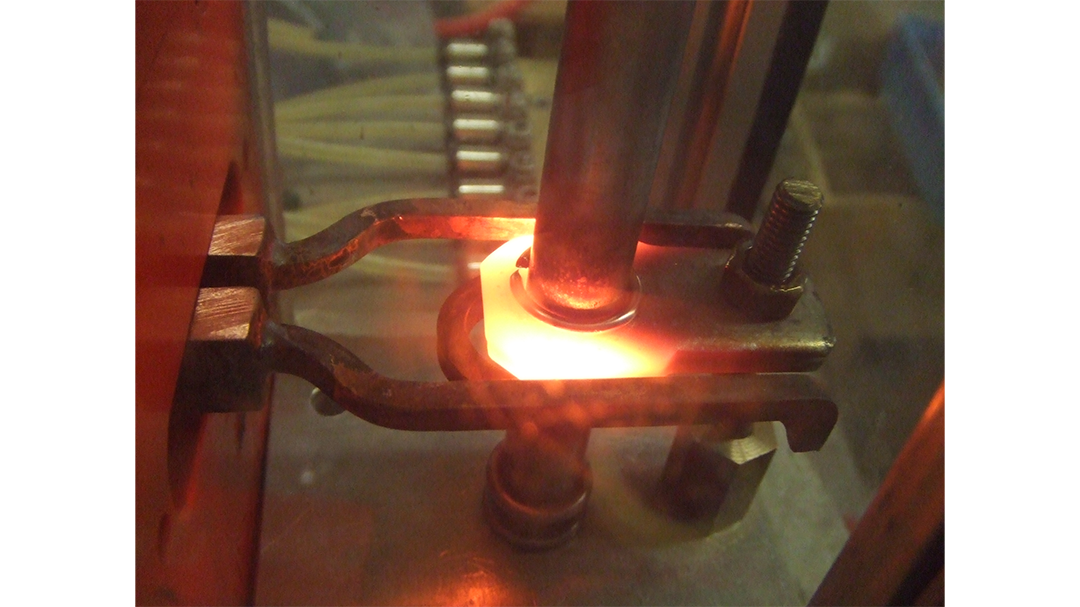
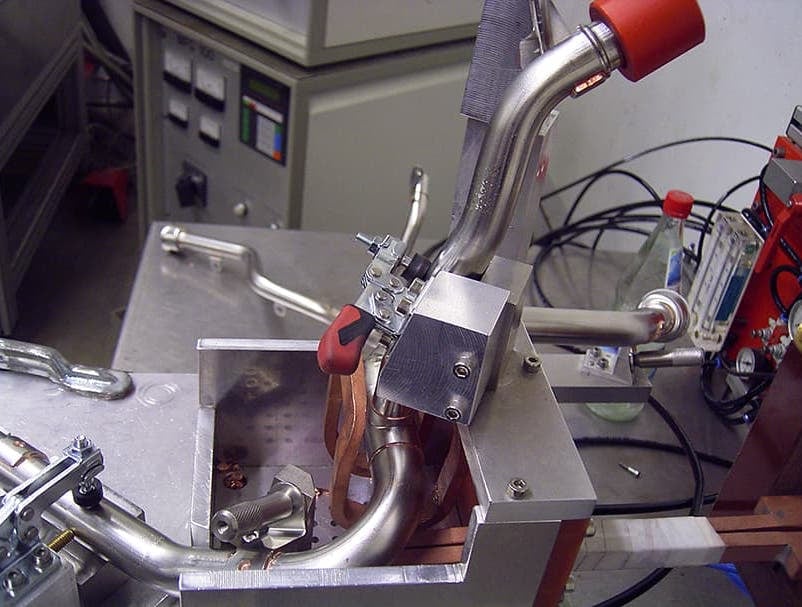
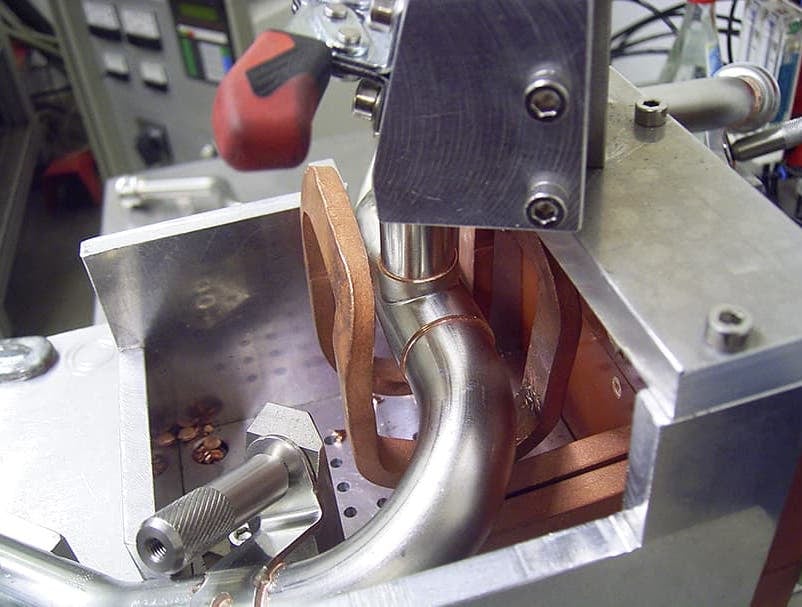
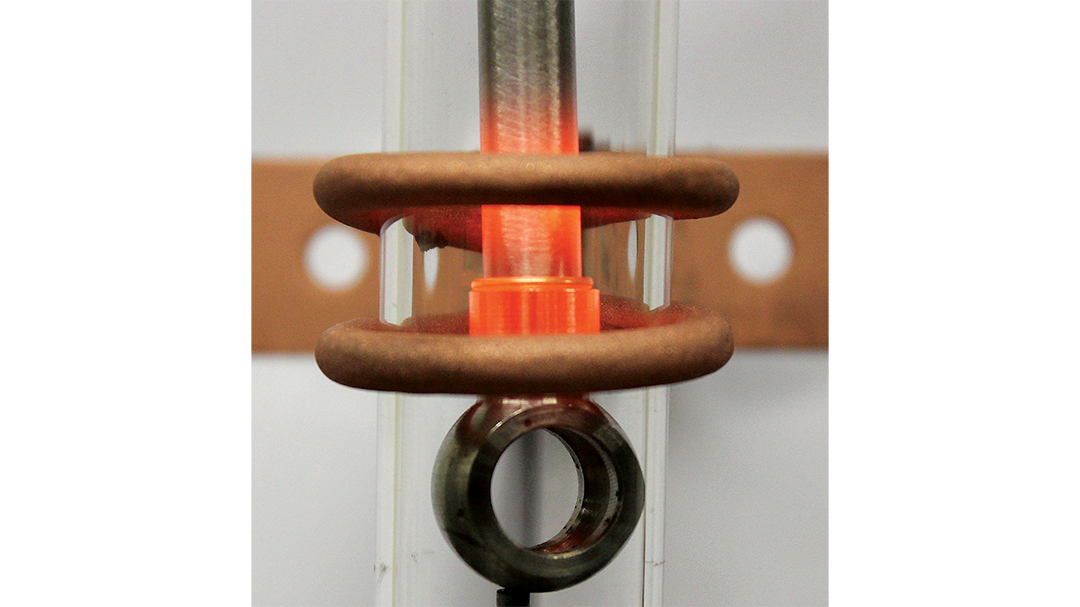
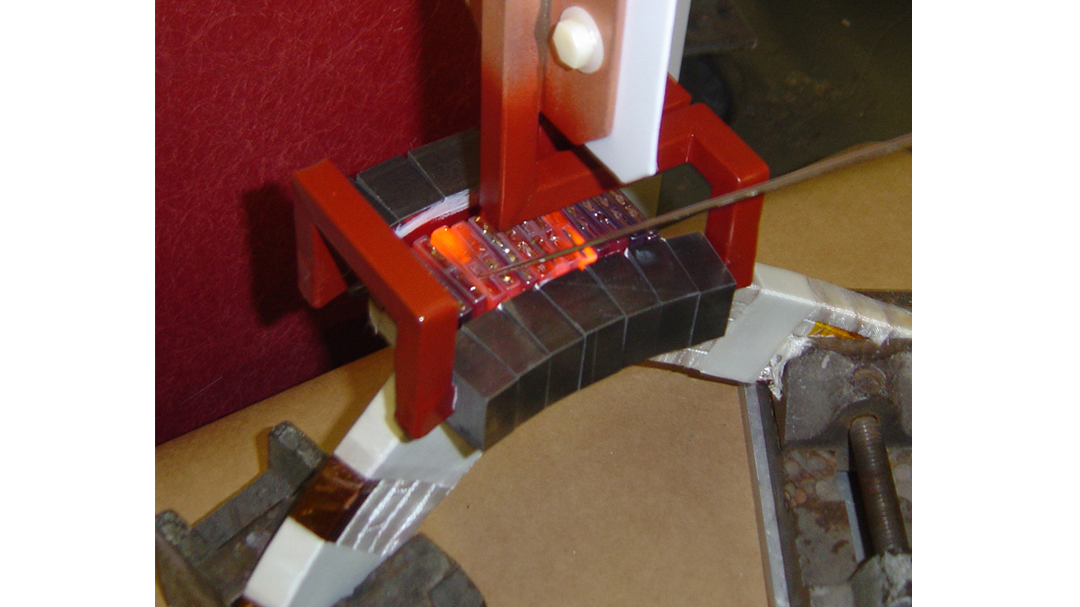
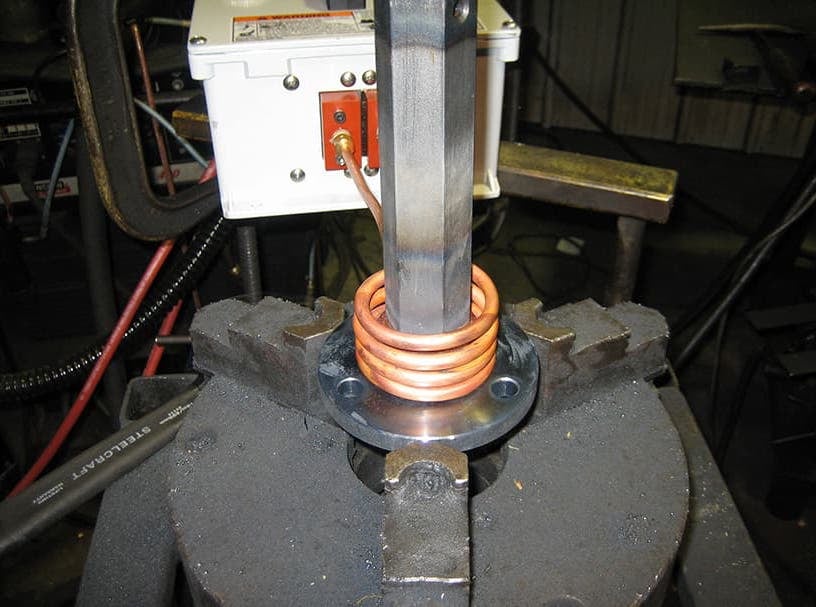
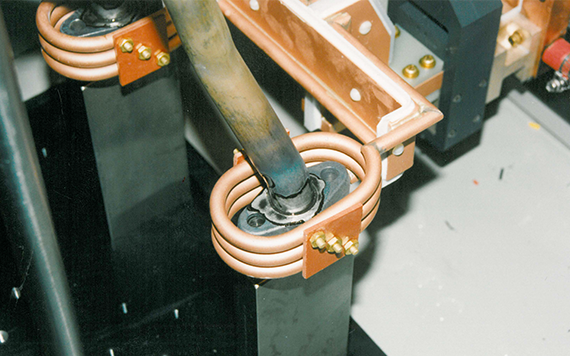
The coil must be correctly positioned on the assembly, allowing the required heating to be accomplished. The air gap or coupling space between the work piece and the inside of the coil should be minimized for reasons of efficiency. Typical design gaps of 0.125″ (3.175 mm) to 0.250″ (6.350 mm) are reasonable for brazing with a helical coil. Irregularly shaped sections may need additional clearances which require additional power to overcome these poor coupling efficiencies. These cases include situations where a round coil with a large air gap or a non-encircling coil is needed to access the braze area.
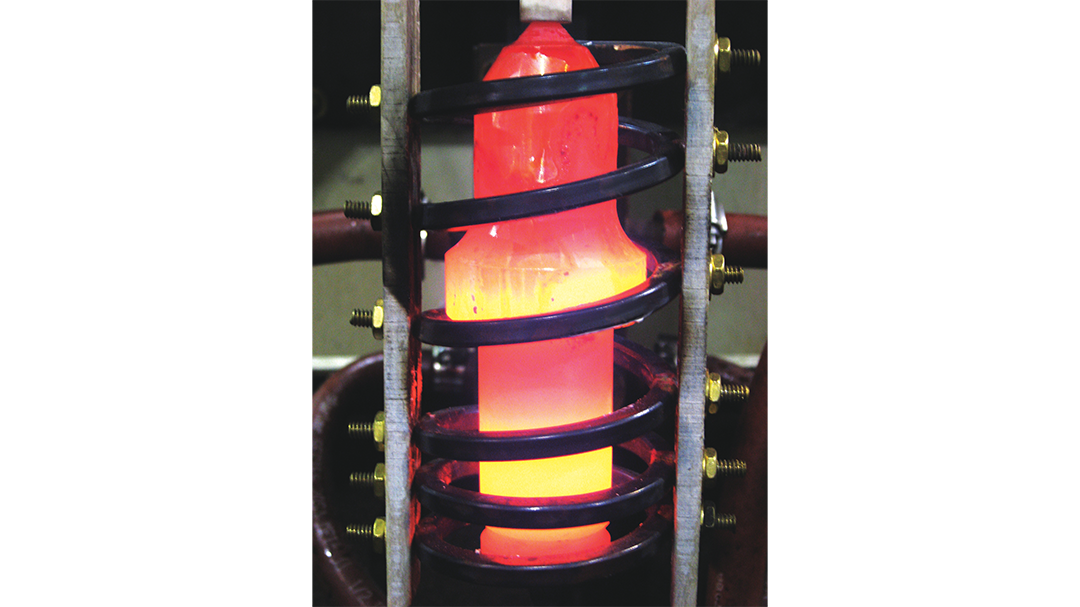
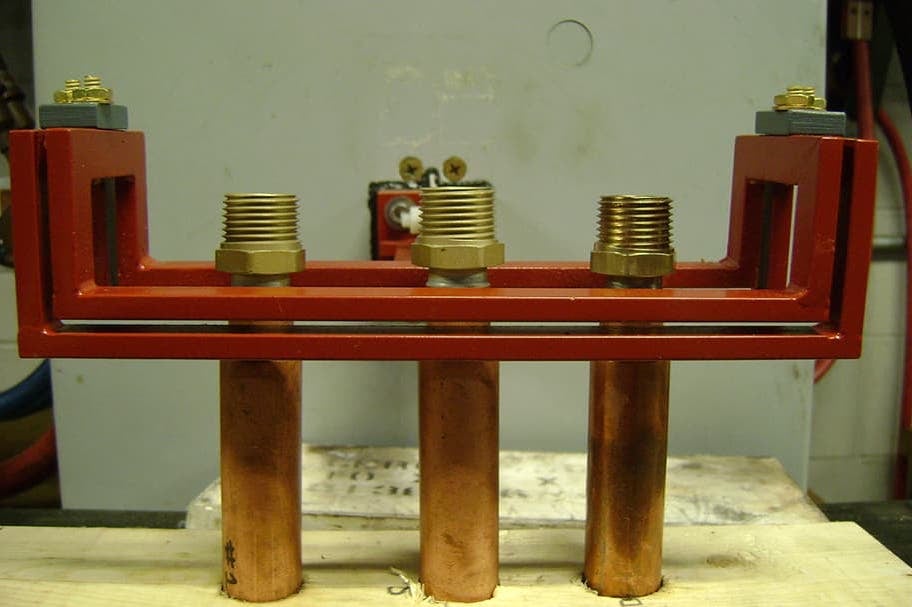
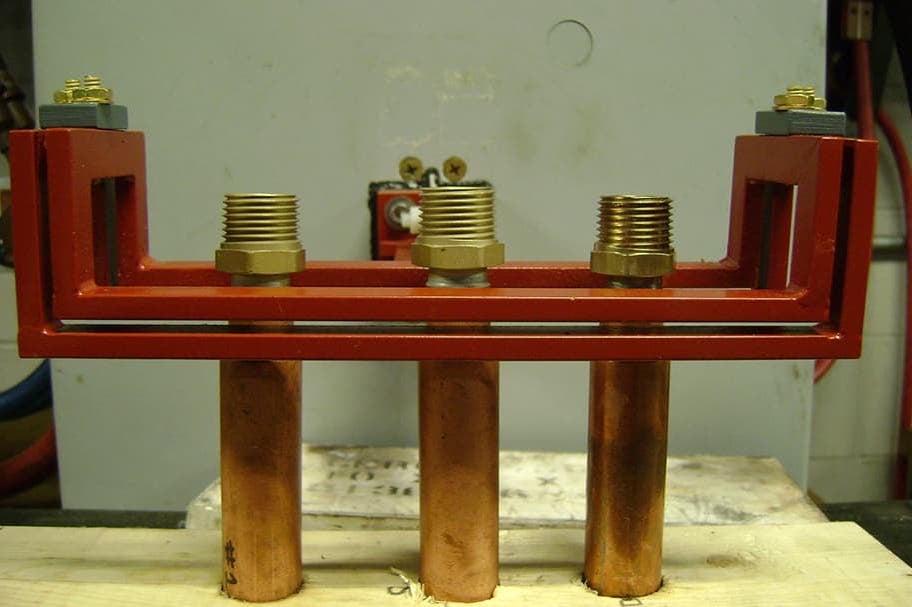
The area to be heated determines the length of the induction coil. An induction coil that is too short will require a longer heating time to allow the heat, by conduction, to cover the area. An induction coil that is too wide will heat more metal than necessary, and therefore be less efficient. Ajax TOCCO Magnethermic has many special designs of inductors for localized heating and coils that heat efficiently without surrounding the work piece.
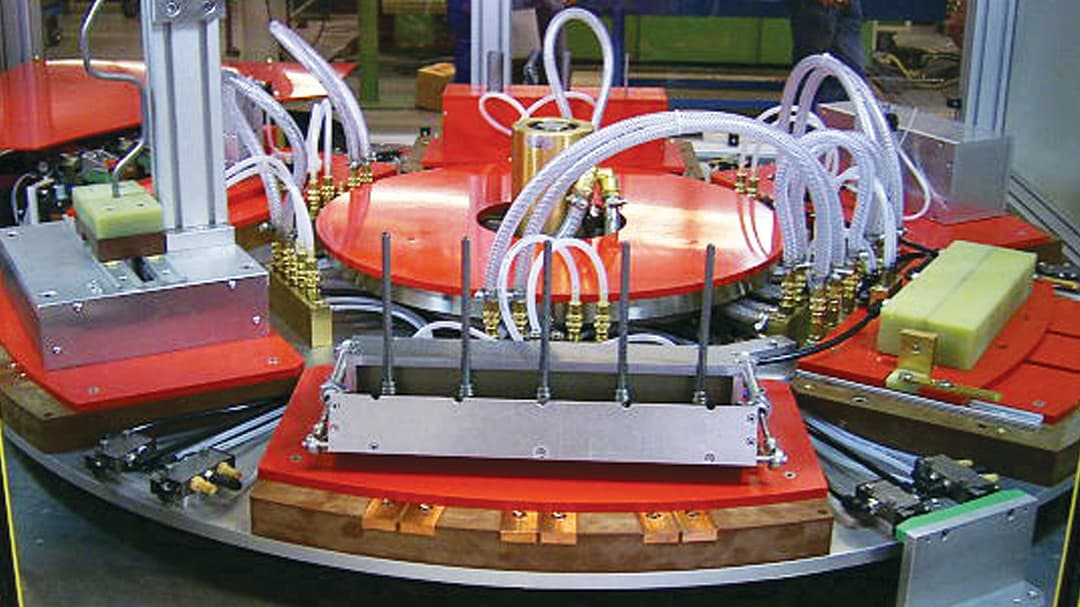
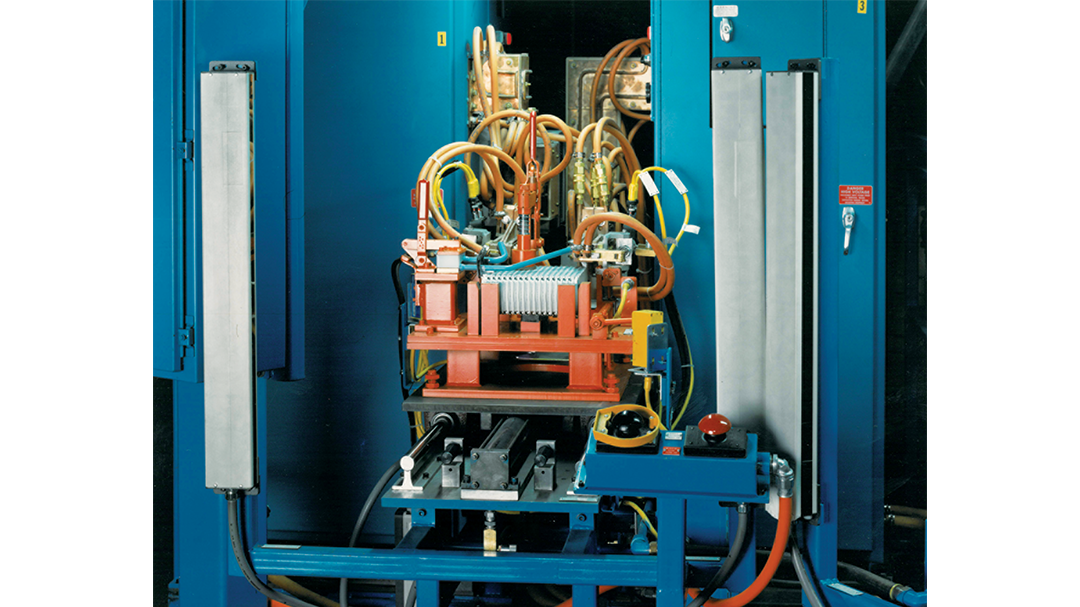
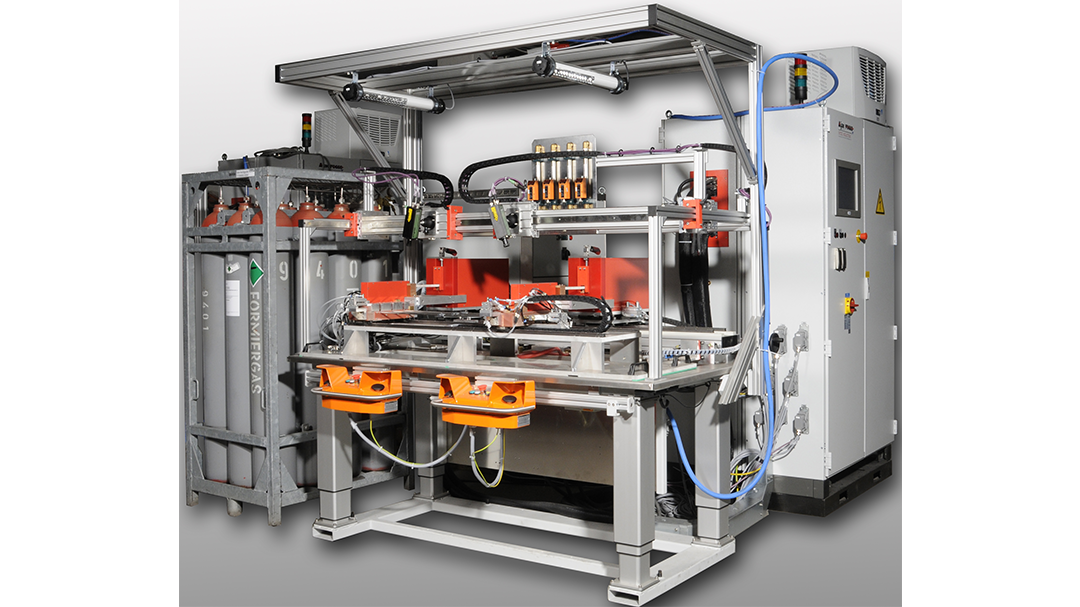
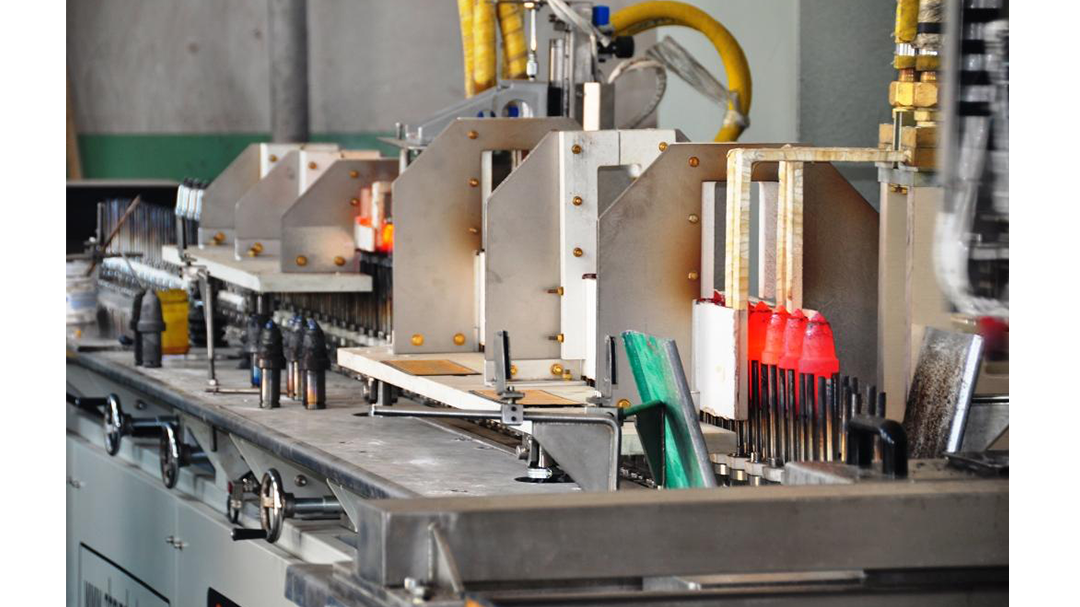
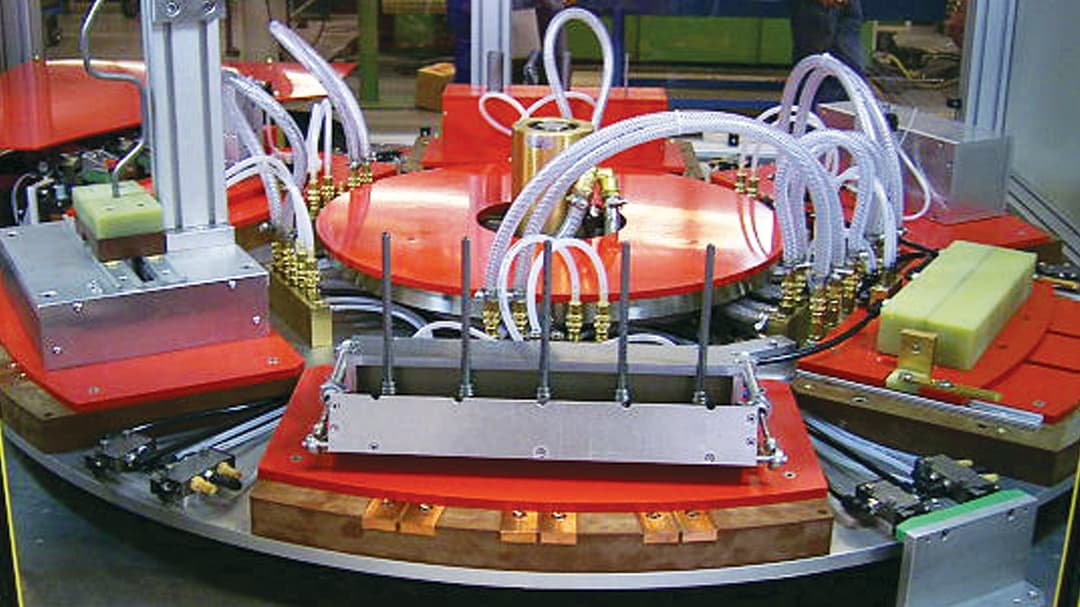
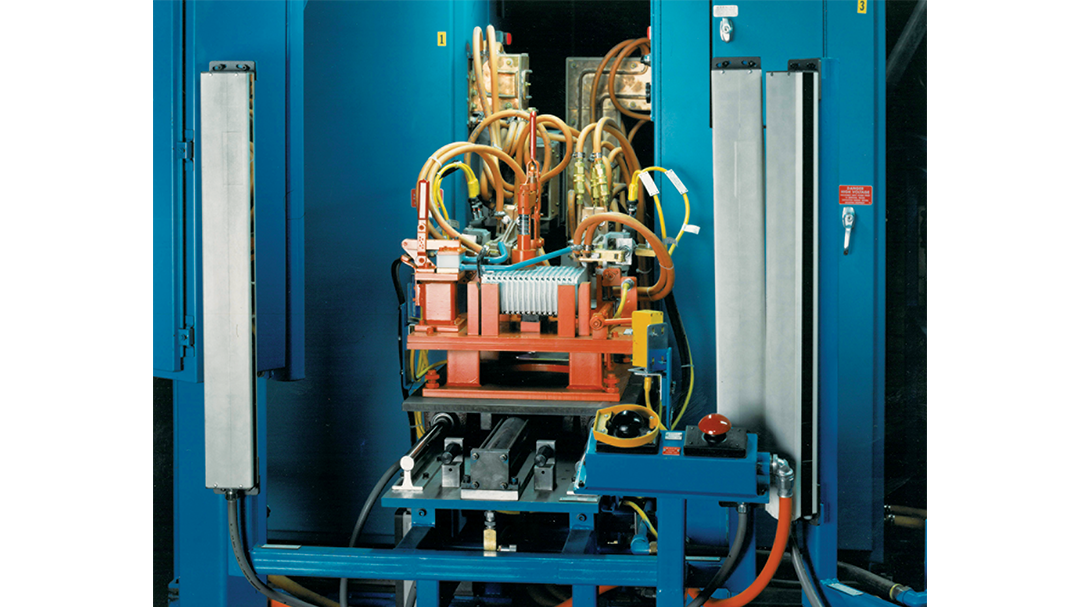
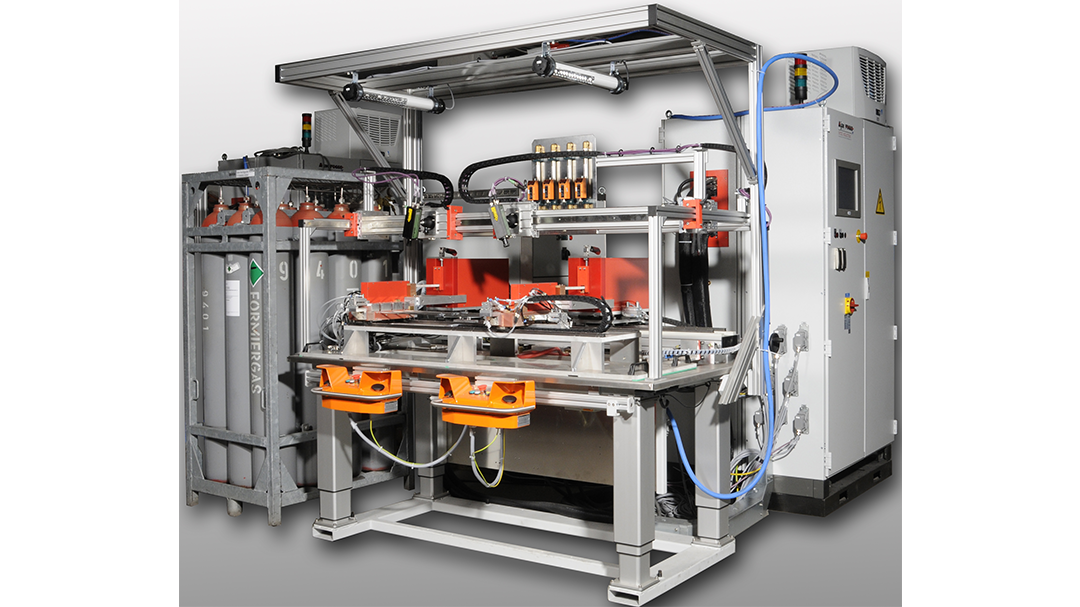
Induction Brazing Systems
Ajax TOCCO can provide standard and custom equipment. From stand-alone, inline, rotary, indexing, or continuous, our team of application and process engineers has the capability and experience to give you the best system for your production needs. We offer manual load, automation, multi-station, tabletop systems, fluxless brazing, and even controlled atmosphere options.

Resources


Thank you for requesting access to this brochure.
You can access your download by clicking here.